碳纤维钓鱼竿的制作工艺:20个步骤详解

1945年,美国莎士比亚钓具发布了首款玻璃纤维鱼竿,开启了玻璃纤维鱼竿的历程,中国和日本也逐步从竹竿到玻璃纤维钓竿的历程。
1972年,日本奥林匹克钓具发布了世界首款碳纤维鱼竿,碳纤维材料比玻璃纤维更轻、更坚固,追求强度和轻量化矛盾体的平衡点,这带来了钓竿世界的一次革命。
夏说钓鱼,聊海外钓鱼,助钓友钓技!

我们以碳纤维路亚竿制作过程步骤分解进行解读。

一、预浸布制作
1、片材
碳纤维来源于各种合成纤维,这些纤维是聚合物,由含有大量碳原子的长链分子组成。碳纤维可以由人造丝制成,人造丝是一种从植物中发现的天然聚合物纤维素中提取的合成纤维。它也可以由丙烯酸制成,丙烯酸是一种合成纤维,由丙烯腈分子的人工聚合物衍生而来,丙烯腈分子是从石油中间接获得的。
合成纤维被加热,挤出除碳以外的原子,形成长链的碳原子。碳纤维被纺成纱线,然后织成片材。
2、预浸布
将碳纤维片材浸入液态树脂溶液中,然后在金属辊之间挤压,在片材中留下一定量的树脂,加热片材去除掉多余的溶剂,并部分硬化树脂,直到略微粘稠。
3、冷冻处理
材料阶段,碳布(碳纤维预浸布)由碳丝和树脂粘合成片材,黏合剂是热固性,板材平常都要冷冻处理(零下18度保质期是6个月)。

二、竿坯制作
制作阶段,先设计好所需的粗细,制作长圆锥状的铁芯,不妨把这根铁芯看成缩小版本的竿材,然后我们将碳布一层一层地包裹上去,最后将铁芯去除,竿材就做成。
1、设计
钓竿设计师依据钓竿钓法、调性、硬度、长度等要素,确定碳布的厂商型号,模量或T量,缠绕层数,尺寸,来设计竿坯模具。
为了强化功能,模具内会使用几个渐缩比,设计出不同的模具。




2、裁布
使用自动裁布机,有锥度使用自动转角裁布机斜切。根据图纸要求,将预浸布裁切成之前设计的层数、尺寸。


裁断機
3、烫接
烫芯贴布,将模具预热,单面粘胶涂布刷上树脂,将裁好片材熨在芯模上,用电烙铁烫其边沿。



4、卷管
使用卷制机,把烫好带有预浸布的芯模平整地放在卷台上,把碳布紧密卷压,包裹在铁芯模具上。Blank Rolling



Rolling Machine ローリング機
5、缠带
卷制好碳布线像蛋卷一样,需要用聚合物膜或者opp带缠绕上去,拉力将碳布紧紧缠绕住,成型的竿坯进行加强黏住,起到保护和定型,防止树脂流动。Opp wrapping


Wrapping machine ラッピングマシーン

テーピング機

6、固化
使用烤箱加热,排列间距、温度控制、时间分配等技术设置,130-140度约3-4个小时。热量导致聚合物膜、opp收缩,碳布层内的粘胶熔化,充分粘好每一布层次,渗透纤维强化结构。随着树脂硬化,对纤维施加压力。Blank Baking

最大2m40cmまで可能です。


焼成炉

7、脱模
使用脱芯机将成型好的管子从铁芯模具上抽出,再将固化缠绕在外面的胶带取下。

脱芯機

8、裁断
使用切割机进行两端裁断,保留原有设计尺寸,头尾都会预留以免公差和方便加工。Blank Cutting


切断機
9、剥带
使用卷线机剥离竿坯上的opp带,若是聚合物膜可以用滚筒、高压蒸汽剥离。

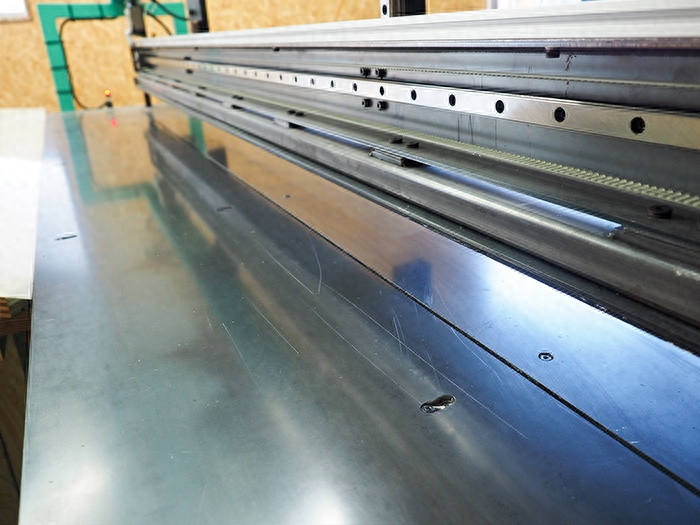
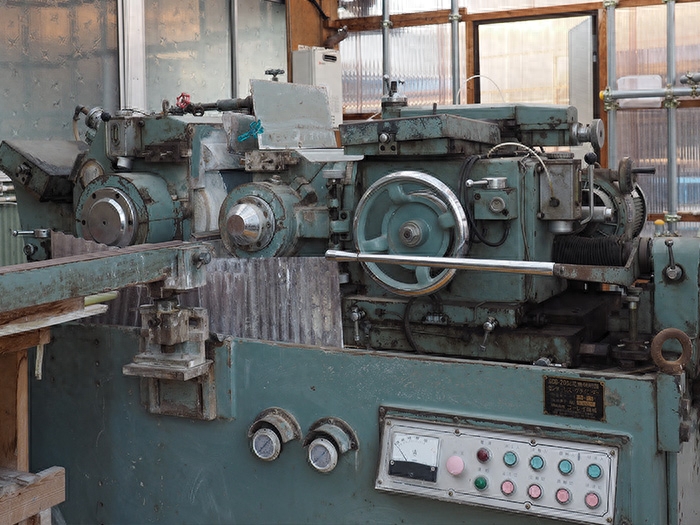
10、研磨
使用抛光机进行竿坯表面抛光,避免表面粗糙,和竿身的不平衡性,方便加工和涂装。Blank Sanding


センタレス研磨機

11、定规
使用研磨机精准研磨鱼竿连接处衔接尺寸,保证竿节牢固衔接。


センタレス機

12、涂装
抽漆涂装,碳布深灰底色,若浅色竿可以先用白色的底漆打底,所需颜色一层一层上。




三、竿身制作
1、导环
绑导环,贴水标、装配五金配件,绑导环缠绕线。




2、套圈
竿坯与被称为套圈的连接器连接在一起。套圈由金属或玻璃纤维制成,用强力胶水固定在竿坯的两端。

3、握把和轮座
握把用环氧树脂胶固定在竿坯的末端。轮座是由铝合金、铜或者塑料制成,连接到竿坯上。




4、涂线
导环缠绕线用酒精灯把绒毛烧掉,用环氧树脂涂抹。三次涂环氧树脂,底漆、中漆、表漆。




5、干燥
最后的步骤是干燥。

四、质量管理
钓竿性能测试,钓竿强度、竿身荷载、牢靠度、耐磨度。


在制造过程中,当片材缠绕在铁芯上时,施加到片材上的压力必须均匀,否则竿将会不均匀。应用于竿坯的保护涂层必须均匀,不能太厚,否则鱼竿将不能正常工作。
在装配过程中,所有零件必须正确装配在一起。套圈必须正确排列,并且必须具有适当的尺寸,以允许鱼竿容易组装而不会太松。导环之间的距离必须正确。如果它们离得太远,线就会下垂。如果它们靠得太近,鱼线就不会平稳移动。


















 鲁公网安备37020202370210号
鲁公网安备37020202370210号